摘要:在机械产品使用过程中,常常受一些不可控的意外因素造成零件的局部损伤,出现零件的局部尺寸变小无法满足配合要
求、表面拉伤无法满足密封要求等问题,在这种情况下直按报废整个零件会给用户经济造成较大损失。为维护用户利益,本文对冷焊
技术在齿轮轴上:的修复应用展开了研究,从修复前的准备、修复中的要ㄨ求修复后的检查几方面开展。
关键词:冷焊技术;齿轮轴;修复应用
0引言
本文研究的齿轮轴的修复部位是静密封位置,被修复零件材料为20CrMnTi,被修复部位为e85f9的外园,被修复部位的损失情况为0.3~0.5深、30~40长、 间隔宽度为5~8沟槽、沟0.8~1,修复后保证零件满足图纸要求,其他非修复部位无任何变形。通过多种修复方法对比分析,发
现冷焊技术是通过微电瞬间放电产生的高热能将专用焊丝熔覆到工件的破损部位,熔融金属以冶金的方式过渡到工件表面,达到与原有基材牢固熔接,且放电时间与下-次放电间隔时间相比极短,机器有足够的相对停止时间,热量会通过工件基体扩散到外界,工件温度基本停留在室温,不会影响其他非修复部位,所以选择冷焊技术进行修复。并从修复前准备、修复中的要求、修复后的检查几方面开展,最终实现修复成功的目的。
1修复前的准备
修复前的准备是修复是否能〇成功的前提条件,主要从零件的内部质量和表面要求两方面考虑。
1.1内部质量
使用过的零件,必须得检查该零件内部及表面质量是否具有可修复性,因此需通过超声波及液体渗透对内、外部分别进行无损检测,探伤合格方可进行后续修复工作,否则应放弃对零件的修复。
1.2表面要求
前面已经介绍零件的损伤情况,损伤深度较浅,损伤沟槽分布满整个外圆,且每个损伤槽宽较窄不便冷焊操作,且修复后要保证p85f9的精度尺寸,从各因素看,修复前需机加返工被修复外圆,返工㊣余量单边0.5,表面粗糙度值Ra≤12.5即可。再者为了防止零件表面油污给冷焊产生修复缺陷,需用异丙醇清洁干净被修复零件表面及10mm姑周的周边表面
2修复中的要求
修复中的各种要求是保证修复质量的关键指标,主要
是从修复用设备ω 的选用、修复焊丝材料及焊丝直径选择、
脉冲电流及脉冲时间选择、零件修复中温度的控制等方面
要求。
2.1修复用设备
冷焊修复设备种类较多,根◇据我公司使用经验和操作方便,选用了AXT-J300型精密补焊机。

2.2修复焊丝材料及焊丝直径
2.2.1修复焊丝材料
修复用焊丝的材料根据母材及硬度选用,根据经验选择了P20进口模具焊丝,焊后硬度在30~34HRC,该焊丝以焊接裂开敏感性低的合金成分设计,焊后无气孔、裂纹、不易产生融合不良及针孔缺陷等优势。.
2.2.2修复焊丝直径
焊丝的直径由需修复厚度及被修复零件大小决定,修复厚度太厚选焊丝太小影响修复效率,修复零件太小时选较大焊丝,修复过程零件存在升温过快,散热不及时而容.易引起零件变形,如选择间断操作带零件散热同样会影响修复效率。根据我公司使用经验,选择1.2直径大小的焊
丝进行该零件修复。
2.3脉冲电流及脉冲时间
2.3.1脉冲电流
脉冲电流大小主要根据焊丝直径决定,如果选择的脉冲电流与焊丝直径不匹配,同样会出现被修复零件升温太快,影响修复质量。根据公司的试验经验,1.2直径的焊丝匹配的脉冲电流为49。
2.3.2脉冲时间
脉冲时间▃需跟脉冲电流有关,根据长期的操作经验,脉冲时间的值比脉冲电流大2~3为益所以脉冲时间选择为52。
2.4修复过程零件温度的控制
被修复的零件除修复部位外,其他部位的精度是不允许被影响的,所以根据长期的操作经验, 修复过程中零件温度必须控制在45°~60°之间,当超过60°时,需停工待零件温度冷却后再进行操作。
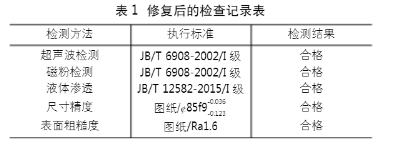
3修复后的检查
修复后的零件表面可正常的车削及磨削加工,修复后的检查是确认修复质量是否满足修复要求︽的必要手段⊙,一般冷焊修复容易产生的缺陷有气孔、针眼等。所以同样用超声波、磁粉和液体渗透三种无损检测方法,对零件内部和表面进行全面检测,用直接的尺寸检查,判断尺寸修复精◣度。
内容源自:
杂志名称:内燃机与配件
作者:秦小钦;周新鹏;王广;张成;范忠良
(重庆水泵厂有限责任公司,重庆400033)
如有侵权联系删↓除